Impresión 3D Robótizada
La impresión 3D o fabricación aditiva es el proceso de hacer objetos sólidos tridimensionales desde un archivo digital. Los brazos robots industriales pueden ser utilizados como una impresora 3D de 3 ejes o como una impresora 3D de 5 ejes con RoboDK. El siguiente vídeo muestra una visión general de cómo configurar la impresión 3D con RoboDK fuera de línea: Ver vídeo.
La impresión 3D con los robots es posible en una de las siguientes formas:
●Convierta directamente programas de código G (archivo NC) a programas de robot con RoboDK, como se muestra con el Proyecto de mecanizado de robots. La tasa de flujo de material (directiva E de extrusora) está correctamente tenida en cuenta para cada movimiento y se puede integrar en el programa generado como un Evento del programa. El código G es un tipo de archivo del NC soportado por RoboDK y es también un formato soportado por muchas impresoras 3D. La mayoría de los softwares rebanadores pueden generar el código G dado un archivo de STL.
●Seleccione Utilidades➔Proyecto de Impresión 3D para abrir la configuración de impresión 3D. Estos ajustes son los mismos que para el Proyecto de Mecanizado Robótico, la única diferencia es que el Entrada de ruta está preajustada para imprimir objeto 3D. Seleccione Seleccionar Objeto para seleccionar el objeto en la pantalla principal y obtenga automáticamente la trayectoria de herramienta. Seleccione opciones de impresión 3D para abrir Slic3r.
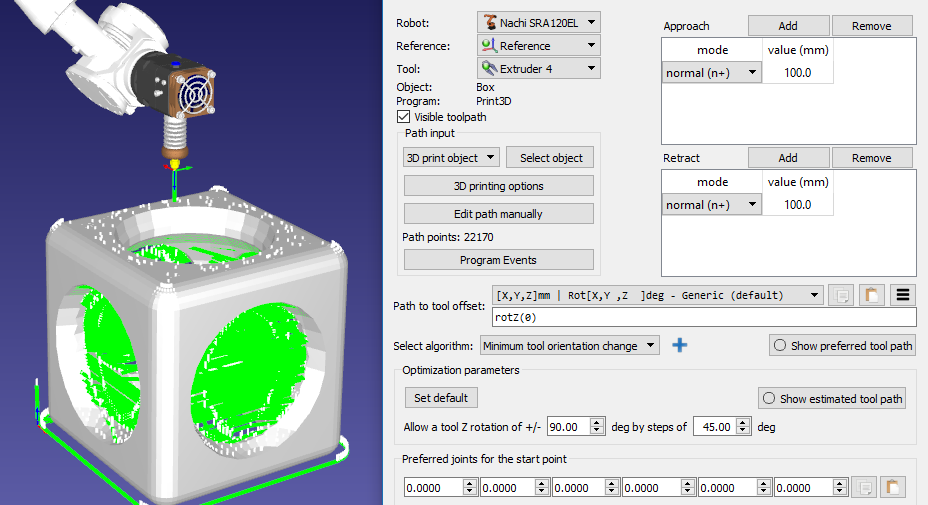
De forma predeterminada, RoboDK traduce la directiva E como una llamada de programa a un programa llamado Extrusora y pasando el valor E como parámetro. Seleccione Eventos del programa para cambiar este comportamiento.
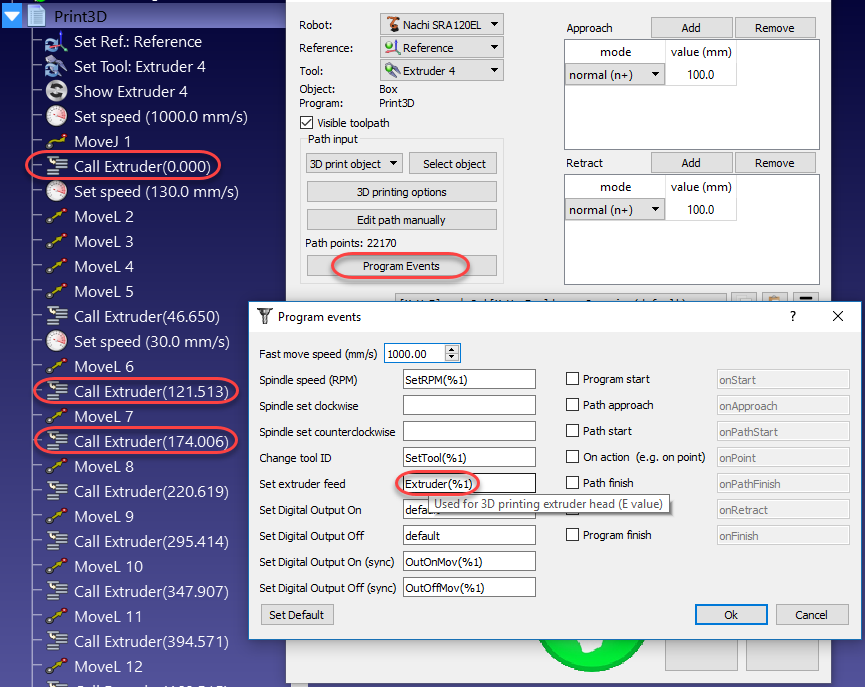
El valor de la Extrusora (E) presenta la cantidad de material que necesita ser sacado antes de cada movimiento. Este valor se puede utilizar para impulsar la alimentación de la extrusora desde el robot teniendo en cuenta la velocidad del robot y la distancia entre los puntos.
Alternativamente, es posible calcular la alimentación de la extrusora utilizando un post-procesador y generar el código apropiado en consecuencia. La siguiente sección proporciona un ejemplo.
Post-Procesador para impresión 3D robótica
Esta sección muestra cómo modificar un post-procesadorrobótico para calcular la alimentación de la extrusora antes ejecutar cada movimiento. Alternativamente, estos cálculos se pueden hacer en el controlador del robot.
El primer paso es interceptar las llamadas de la Extrusora y leer los nuevos valores de Extrusora (valores E) desde la sección RunCode en el postprocesador:
def RunCode(self, code, is_function_call = False):
if is_function_call:
if code.startswith("Extruder("):
# Intercept the extruder command.
# if the program call is Extruder(123.56)
# extraemos el número como una cadena
# y convertirlo a un número
Self.PRINT_E_NEW = float(code[9:-1])
# Skip the program call generation
return
else:
self.addline(code + "()")
else:
# Output program code
self.addline(code)
El valor de la Extrusora (longitud) se guarda como ela variable PRINT_E_NEW. Entonces, necesitamos definir un nuevo procedimiento que genere comandos de alimentación de extrusoras según la Distancia entre movimientos, la velocidad del robot y la aceleración del robot. Este asume que la alimentación de la extrusora es conducida por una salida analógica específica desde el controlador del robot (salida analógica número 5 en este ejemplo).
def new_move(self, pose2):
'''Output the Extruder signal to have a constant flow
Dada la cantidad de material que necesita ser extruido,
la distancia entre los 2 puntos y la velocidad del robot ' ' ' '
if self.PRINT_POSE_LAST is None:
self.PRINT_POSE_LAST = pose2
return
def Calculate_Time(Dist, Vmax, Amax):
'''Calculate the time to move Dist with Amax acceleration and Vmax speed'''
tacc = Vmax/Amax;
Xacc = 0.5*Amax*tacc*tacc;
if Dist <= 2*Xacc:
# Vmax is not reached
tacc = sqrt(Dist/Amax)
Ttot = tacc*2
else:
# Vmax is reached
Xvmax = Dist - 2*Xacc
Tvmax = Xvmax/Vmax
Ttot = 2*tacc + Tvmax
return Ttot
add_material = self.PRINT_E_NEW - self.PRINT_E_LAST
self.PRINT_E_LAST = self.PRINT_E_NEW
if add_material > 0:
distance_mm = norm(subs3(self.PRINT_POSE_LAST.Pos(), pose2.Pos()))
# calculate movement time in seconds
time_s = Calculate_Time(distance_mm, self.SPEED_MMS, self.PRINT_ACCEL_MMSS)
# add material
Señal = Min(Automático.PRINT_FLOW_MAX_SIGNAL , Automático.PRINT_FLOW_2_SIGNAL * add_material/time_s)
self.setDO(self.PRINT_E_AO,"%.3f" %(signal))
else:
# DO not add material
self.setDO(self.PRINT_E_AO,"0")
# Remember the last position
self.PRINT_POSE_LAST = pose2
Debemos añadir las siguientes variables en la cabecera del postprocesador para que el código anterior funcione:
# Clase de objeto que maneja las instrucciones/Syntax del robot
Clase RobotPost(Objeto):
"""Robot post object"""
...
# 3D Printing Extruder Setup Parameters:
PRINT_E_AO = 5 # Analog ID de salida para ordenar el flujo de extrusora
PRINT_FLOW_2_SIGNAL = 0,05 # Ratio para convertir el flujo a una señal analógica
PRINT_FLOW_MAX_SIGNAL = 24 # Señal máxima para proporcionar a la extrusora
PRINT_ACCEL_MMSS = 1E9 # Acceleration (asuma la velocidad constante si utilizamos el redondeo/la mezcla)
# Internal 3D Printing Parameters
PRINT_POSE_LAST = Ninguno # Última pose impresa
PRINT_E_LAST = 0 # Última longitud del estirador
PRINT_E_NEW = 0 # Nueva longitud del estirador
...
Finalmente, también necesitamos disparar el comando new_move con cada nueva instrucción de movimiento. Podemos añadir esta llamada en el principio del comando MoveL:
def MoveL(self, pose, joints, conf_RLF=None):
"""Add a linear movement"""
self.new_move(pose) # used for 3D printing