Projet d’impression 3D par Robot
L’impression 3D ou la fabrication additive est le processus de fabrication d’objets solides tridimensionnels à partir d’un fichier numérique. Les bras robotisés industriels peuvent être utilisés comme imprimante 3D 3 axes ou comme imprimante 3D 5 axes avec RoboDK. La vidéo suivante montre comment configurer l’impression 3D avec RoboDK hors ligne : regarder la vidéo.
L’impression 3D avec des robots est possible de l’une des façons suivantes :
●Convertir directement les programmes G-code (fichier NC) en programmes de robots avec RoboDK, tel que montré dans la section de projet d’usinage robot. Le débit du matériau (directive extrudeuse E) est correctement pris en compte pour chaque mouvement et il peut être intégré dans le programme généré comme un événement de programme. G-code est un type de fichier NC supporté par RoboDK et c’est aussi un format supporté par de nombreuses imprimantes 3D. La plupart des logiciels de découpage peuvent générer du G-code à partir d’un fichier STL.
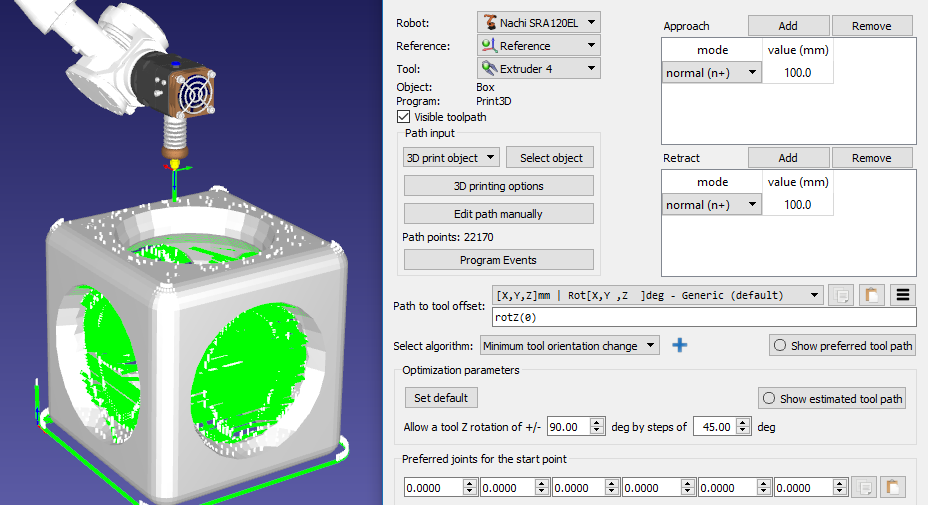
●Sélectionner Utilitaires➔Projet d’impression 3D pour ouvrir les paramètres d’impression 3D. Ces réglages sont les mêmes qu’un projet d’usinage robot, la seule différence est que l’entrée Parcours est préréglée avec impression 3D. Sélectionner Sélectionner objet pour sélectionner l’objet sur l’écran principal et obtenir automatiquement le parcours outils. Sélectionner les options d’impression 3D pour ouvrir Slic3r
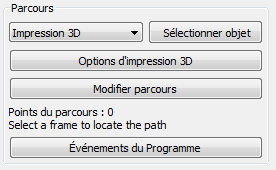
Par défaut, RoboDK transforme la directive E comme un appel de programme vers un programme appelé Extruder et passe la valeur E comme un paramètre. Sélectionner Evénements du Programme pour modifier ce comportement.
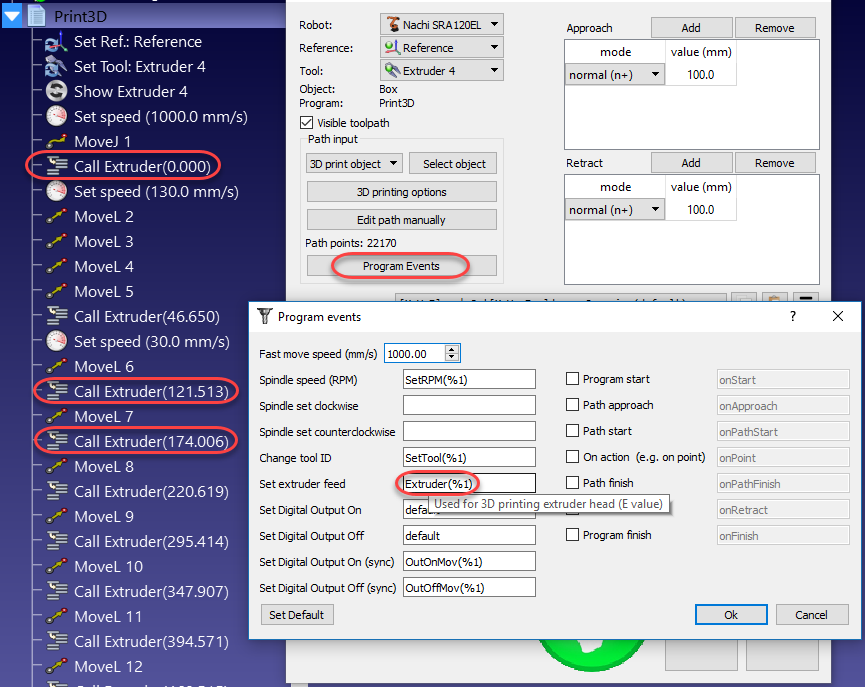
La valeur de l’extrudeuse (E) représente la quantité de matériau à extruder avant chaque mouvement. Cette valeur peut être utilisée pour alimenter l’extrudeuse à partir du robot en tenant compte de la vitesse du robot et de la distance entre les points.
Il est aussi possible de calculer l’alimentation de l’extrudeuse à l’aide d’un post-processeur et de générer le code approprié en conséquence. La section suivante donne un exemple.
Post Processor pour l’impression 3D par robot
Cette section montre comment modifier un post-processeur de robot pour calculer la vitesse de l’extrudeur avant d’exécuter une instruction de mouvement pour l’impression 3D. Ces opérations peuvent être faites sur le contrôleur de robot avec l’appel de programme Extruder (commande par défaut pour piloter l’extrudeur).
En personnalisant un post-processeur de robot, il est possible de faciliter l’intégration d’un extrudeur pour l’impression 3D avant d’envoyer le programme au robot. Pour accomplir cette tâche, quelques calculs et du code personnalisé doivent être prévu lorsque le programme est généré dans le post processeur du robot.
La première étape consiste à intercepter les appels d’extrudeur et à lire les nouvelles valeurs d’extrudeur (valeurs E) dans la section Runcode du post-processeur. La section suivante traite tous les appels de programme générés pour un programme :
def RunCode(self, code, is_function_call = False):
if is_function_call:
if code.startswith("Extruder("):
# Intercept the extruder command.
# if the program call is Extruder(123.56)
# we extract the number as a string
# and convert it to a number
self.PRINT_E_NEW = float(code[9:-1])
# Skip the program call generation
return
else:
self.addline(code + "()")
else:
# Output program code
self.addline(code)
La valeur Extruder (longueur/E) est enregistrée comme variable PRINT_E_NEW dans le post processeur du robot.
Un appel de fonction nommé new_move doit être déclenché à chaque nouvelle instruction de mouvement linéaire. Cet appel est ajouté au début de la commande MoveL :
def MoveL(self, pose, joints, conf_RLF=None):
"""Add a linear movement"""
# Handle 3D printing Extruder integration
self.new_move(pose)
...
Les variables suivantes doivent être ajoutées dans l’en-tête du post-processeur pour calculer les incréments d’extrudeur :
# 3D Printing Extruder Setup Parameters:
PRINT_E_AO = 5 # Analog Output ID to command the extruder flow
PRINT_SPEED_2_SIGNAL = 0.10 # Ratio to convert the speed/flow to an analog output signal
PRINT_FLOW_MAX_SIGNAL = 24 # Maximum signal to provide to the Extruder
PRINT_ACCEL_MMSS = -1 # Acceleration, -1 assumes constant speed if we use rounding/blending
# Internal 3D Printing Parameters
PRINT_POSE_LAST = None # Last pose printed
PRINT_E_LAST = 0 # Last Extruder length
PRINT_E_NEW = None # New Extruder Length
PRINT_LAST_SIGNAL = None # Last extruder signal
Enfin, une nouvelle procédure doit être définie pour générer les commandes d’alimentation d’extrudeur appropriées en fonction de la distance entre les mouvements, la vitesse du robot et l’accélération du robot. Cela suppose que l’alimentation de l’extrudeur est entraînée par une sortie analogique spécifique ou un appel de programme personnalisé.
Le code suivant doit être ajouté avant la définition du programme def MoveL.
def calculate_time(self, distance, Vmax, Amax=-1):
"""Calculate the time to move a distance with Amax acceleration and Vmax speed"""
if Amax < 0:
# Assume constant speed (appropriate smoothing/rounding parameter must be set)
Ttot = distance/Vmax
else:
# Assume we accelerate and decelerate
tacc = Vmax/Amax;
Xacc = 0.5*Amax*tacc*tacc;
if distance <= 2*Xacc:
# Vmax is not reached
tacc = sqrt(distance/Amax)
Ttot = tacc*2
else:
# Vmax is reached
Xvmax = distance - 2*Xacc
Tvmax = Xvmax/Vmax
Ttot = 2*tacc + Tvmax
return Ttot
def new_move(self, new_pose):
"""Implement the action on the extruder for 3D printing, if applicable"""
if self.PRINT_E_NEW is Noneor new_pose isNone:
return
# Skip the first move and remember the pose
if self.PRINT_POSE_LAST is None:
self.PRINT_POSE_LAST = new_pose
return
# Calculate the increase of material for the next movement
add_material = self.PRINT_E_NEW - self.PRINT_E_LAST
self.PRINT_E_LAST = self.PRINT_E_NEW
# Calculate the robot speed and Extruder signal
extruder_signal = 0
if add_material > 0:
distance_mm = norm(subs3(self.PRINT_POSE_LAST.Pos(), new_pose.Pos()))
# Calculate movement time in seconds
time_s = self.calculate_time(distance_mm, self.SPEED_MMS, self.PRINT_ACCEL_MMSS)
# Avoid division by 0
if time_s > 0:
# This may look redundant but it allows you to account for accelerations and we can apply small speed adjustments
speed_mms = distance_mm / time_s
# Calculate the extruder speed in RPM*Ratio (PRINT_SPEED_2_SIGNAL)
extruder_signal = speed_mms * self.PRINT_SPEED_2_SIGNAL
# Make sure the signal is within the accepted values
extruder_signal = max(0,min(self.PRINT_FLOW_MAX_SIGNAL, extruder_signal))
# Update the extruder speed when required
if self.PRINT_LAST_SIGNAL is Noneor abs(extruder_signal - self.PRINT_LAST_SIGNAL) > 1e-6:
self.PRINT_LAST_SIGNAL = extruder_signal
# Use the built-in setDO function to set an analog output
self.setDO(self.PRINT_E_AO, "%.3f" % extruder_signal)
# Alternatively, provoke a program call and handle the integration with the robot controller
#self.addline('ExtruderSpeed(%.3f)' % extruder_signal)
# Remember the last pose
self.PRINT_POSE_LAST = new_pose