Projeto de impressão 3D com robôs
A manufatura aditiva (ou impressão 3D) é o processo de fabricação de objetos sólidos tridimensionais a partir de um arquivo digital. Os robôs industriais podem ser usados como uma impressora 3D de 3 ou 5 eixos com o RoboDK. O vídeo a seguir mostra uma visão geral de como configurar a impressão 3D com o RoboDK off-line: assista ao vídeo.
A impressão 3D com robôs é possível de uma das seguintes maneiras:
●Converta diretamente programas de código G (arquivo NC) em programas de robô com o RoboDK, como mostrado no projeto de usinagem com robôs. A taxa de fluxo de material (diretriz E da extrusora) é calculada corretamente para cada movimento e pode ser integrada ao programa gerado como um evento de programa. O código G é um tipo de arquivo NC suportado pelo RoboDK e é um formato suportado por muitas impressoras 3D. A maioria dos softwares de fatiamento pode gerar o código G a partir de um arquivo STL.
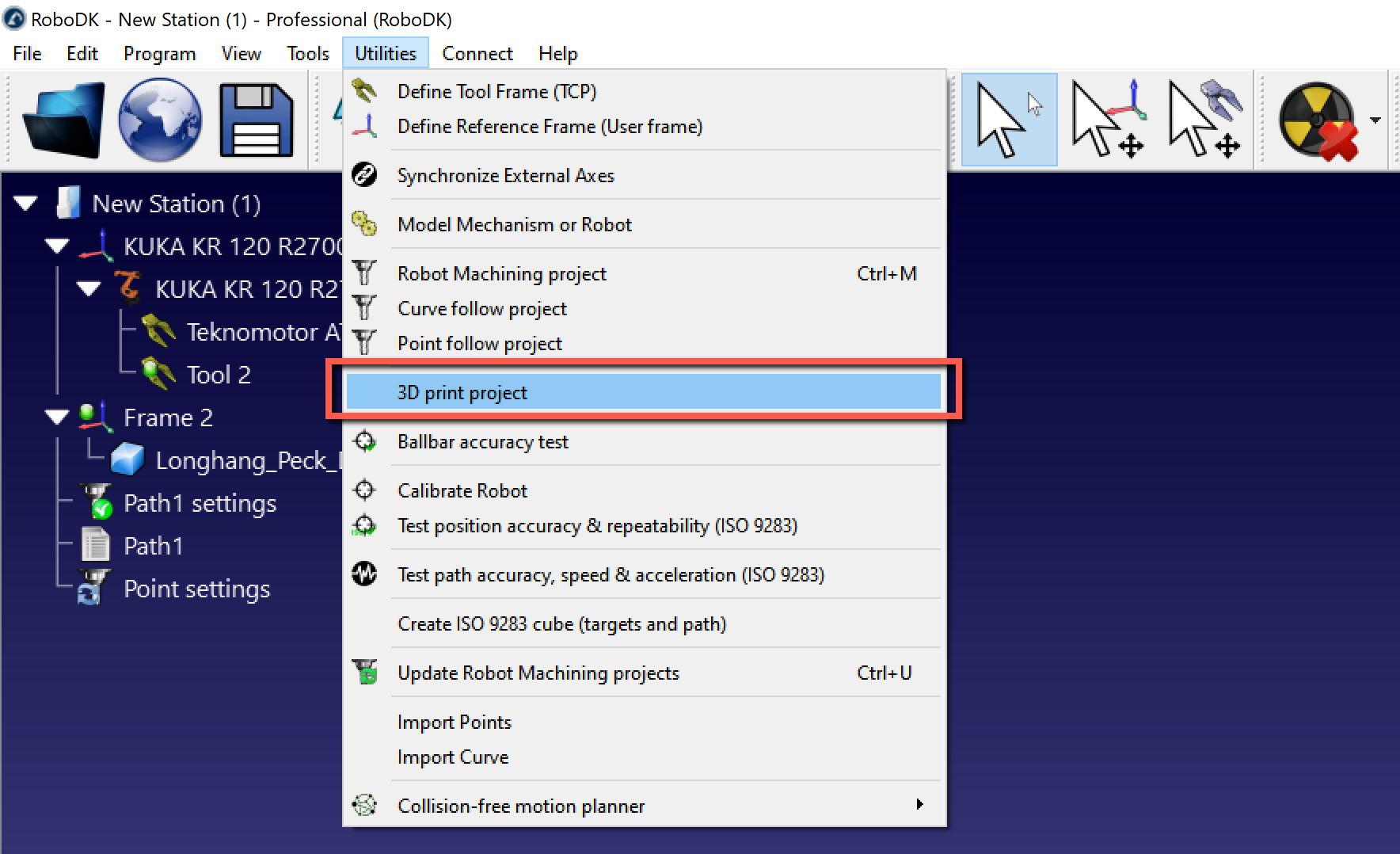
●Selecione Utilitários➔ Projeto de Impressão 3D para abrir as configurações de impressão 3D.
Por padrão, o RoboDK traduz a diretiva E como uma chamada de programa para um programa chamado Extruder e passa o valor E como um parâmetro. Selecione Eventos de programa para alterar esse comportamento.
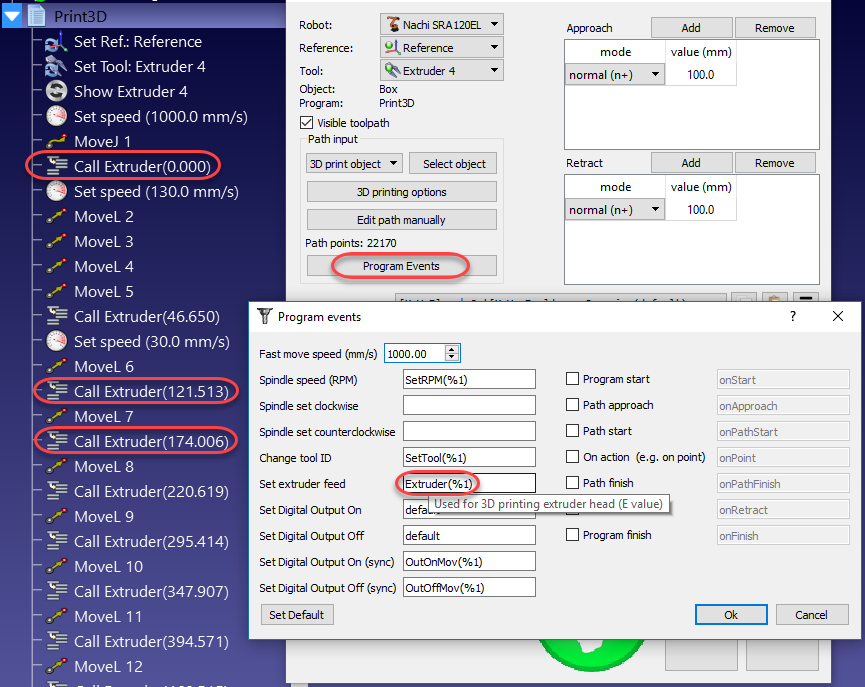
O valor da extrusora (E) representa a quantidade de material que precisa ser extrudado antes de cada movimento. Esse valor pode ser usado para acionar a alimentação da extrusora do robô, levando em conta a velocidade do robô e a distância entre os pontos.
Como alternativa, é possível calcular a alimentação da extrusora usando um pós-processador e gerar o código apropriado de acordo. A seção a seguir apresenta um exemplo.
Pós-processador para impressão 3D com robôs
Esta seção mostra como modificar um pós-processador de robô para calcular a velocidade da extrusora antes de executar uma instrução de movimento para impressão 3D. Como alternativa, essas operações podem ser feitas no controlador do robô com a chamada do programa Extruder (comando padrão para acionar a extrusora).
Ao personalizar um pós-processador de robô, é possível facilitar a integração de uma extrusora para impressão 3D antes de enviar o programa para o robô. Para realizar essa tarefa, precisamos fazer alguns cálculos e gerar um código personalizado quando o programa for gerado no pós-processador do robô.
A primeira etapa é interceptar as chamadas da extrusora e ler os novos valores da extrusora (valores E) dentro da seção RunCode no pós-processador. A seção a seguir processa todas as chamadas de programa geradas para um programa:
def RunCode(self, code, is_function_call= False):
if is_function_call:
Se code.startswith("Extruder("):
# Interceptar o comando da extrusora.
# se a chamada do programa for Extruder(123.56)
# extraímos o número como uma string
# e convertê-lo em um número
self.PRINT_E_NEW= float(code[9:-1])
# Pular a geração da chamada do programa
retorno
E mais:
self.addline(code + "()")
E mais:
# Código do programa de saída
self.addline(code)
O valor da extrusora (length/E) é salvo como a variável PRINT_E_NEW no pós-processador do robô.
Precisamos acionar uma chamada de função chamada new_move a cada nova instrução de movimento linear. Podemos adicionar essa chamada no início do comando MoveL:
def MoveL(self, pose, joints, conf_RLF= None):
"""Add-in a linear movement"""
# Manuseio da impressão 3D Integração da extrusora
self.new_move(pose)
...
Também devemos adicionar as seguintes variáveis no cabeçalho do pós-processador para calcular os incrementos da extrusora:
# Parâmetros de configuração da extrusora de impressão 3D:
PRINT_E_AO= 5 # ID da saída analógica para comandar o fluxo da extrusora
PRINT_SPEED_2_SIGNAL= 0.10 # Proporção para converter velocidade/fluxo em um sinal de saída analógico
PRINT_FLOW_MAX_SIGNAL= 24 # Sinal máximo a ser fornecido à extrusora
PRINT_ACCEL_MMSS= -1 # Aceleração, -1 pressupõe velocidade constante se usarmos arredondamento/mistura
# Parâmetros internos de impressão 3D
PRINT_POSE_LAST= None # Última pose impressa
PRINT_E_LAST= 0 # Comprimento da última extrusora
PRINT_E_NEW= None # Novo comprimento da extrusora
PRINT_LAST_SIGNAL= None # Último sinal da extrusora
Por fim, precisamos definir um novo procedimento que gerará comandos apropriados de alimentação da extrusora de acordo com a distância entre os movimentos, a velocidade e a aceleração do robô. Isso pressupõe que o avanço da extrusora seja acionado por uma saída analógica específica ou por uma chamada de programa personalizada.
Precisamos adicionar o seguinte código antes da definição do programa def MoveL.
def calculate_time(self, distance, Vmax, Amax=-1):
"""Calcule o tempo para percorrer uma distância com a aceleração máxima e a velocidade máxima V"""
se Amax< 0:
# Assumir velocidade constante (o parâmetro de suavização/arredondamento apropriado deve ser definido)
Ttot= distância/Vmax
E mais:
# Suponha que aceleramos e desaceleramos
tacc= Vmax/Amax;
Xacc= 0,5*Amax*tacc*tacc;
Se a distância<= 2*Xacc:
# Vmax não é atingido
tacc= sqrt(distance/Amax)
Ttot= tacc*2
E mais:
# Vmax é atingido
Xvmax= distância - 2*Xacc
Tvmax= Xvmax/Vmax
Ttot= 2*tacc+ Tvmax
retornar Ttot
def new_move(self, new_pose):
"""Implementar a ação na extrusora para impressão 3D, se aplicável"""
se self.PRINT_E_NEW for None ou new_pose for None:
retorno
# Pule o primeiro movimento e lembre-se da pose
se self.PRINT_POSE_LAST for None:
self.PRINT_POSE_LAST= new_pose
retorno
# Calcular o aumento de material para o próximo movimento
add_material= self.PRINT_E_NEW - self.PRINT_E_LAST
self.PRINT_E_LAST= self.PRINT_E_NEW
# Calcular a velocidade do robô e o sinal da extrusora
extruder_signal= 0
se add_material> 0:
distance_mm= norm(subs3(self.PRINT_POSE_LAST.Pos(), new_pose.Pos()))
# Calcular o tempo de movimento em segundos
time_s= self.calculate_time(distance_mm, self.SPEED_MMS, self.PRINT_ACCEL_MMSS)
# Evite a divisão por 0
se time_s> 0:
# Isso pode parecer redundante, mas permite que Vocêleve em conta as acelerações e podemos aplicar pequenos ajustes de velocidade
speed_mms= distance_mm / time_s
# Calcular a velocidade da extrusora em RPM*Ratio (PRINT_SPEED_2_SIGNAL)
extruder_signal= speed_mms * self.PRINT_SPEED_2_SIGNAL
# Verifique se o sinal está dentro dos valores aceitos
extruder_signal= max(0,min(self.PRINT_FLOW_MAX_SIGNAL, extruder_signal))
# Atualizar a velocidade da extrusora quando necessário
se self.PRINT_LAST_SIGNAL for None ou abs(extruder_signal - self.PRINT_LAST_SIGNAL)> 1e-6:
self.PRINT_LAST_SIGNAL= extruder_signal
# Use a função setDO integrada para definir uma saída analógica
self.setDO(self.PRINT_E_AO, "%.3f" % extruder_signal)
# Como alternativa, provoque uma chamada de programa e cuide da integração com o controlador do robô
#self.addline('ExtruderSpeed(%.3f)' % extruder_signal)
# Lembre-se da última pose
self.PRINT_POSE_LAST= new_pose